
ЬљаФЭъЩЦЃЌБЃеЯФњЙКТђЮогЧ~
ЪжЛњЃК13782733988ЃЈКиОРэЃЉ
ЕчЛАЃК0391-6132252
ДЋецЃК0391-6132262
ЕижЗЃККгФЯНЙзїЮТЯиЮТЧпТЗЫФКХЧХЙЄвЕдА
ШчЙћФњЯыСЫНтЮвУЧЕФВњЦЗЃЌЛЖгЫцЪБВІДђЮвЙЋЫОЕФЯњЪлШШЯпЃЌЛђЕуЛїЯТЗНАДХЅУтЗбзЩбЏЃЁ ЕчЛАзЩбЏМДПЬЯэЪмБОдТМлИёелПлЃЁ

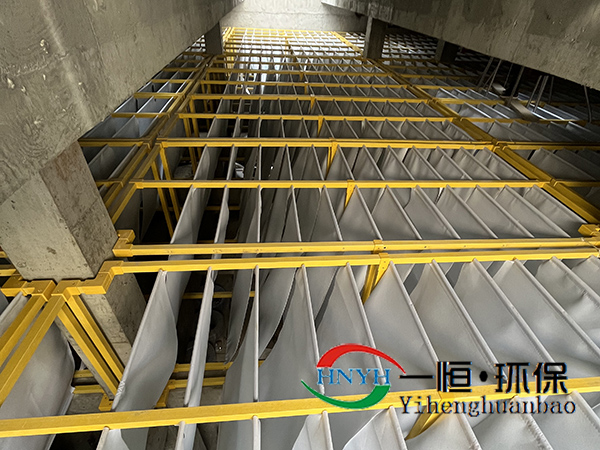
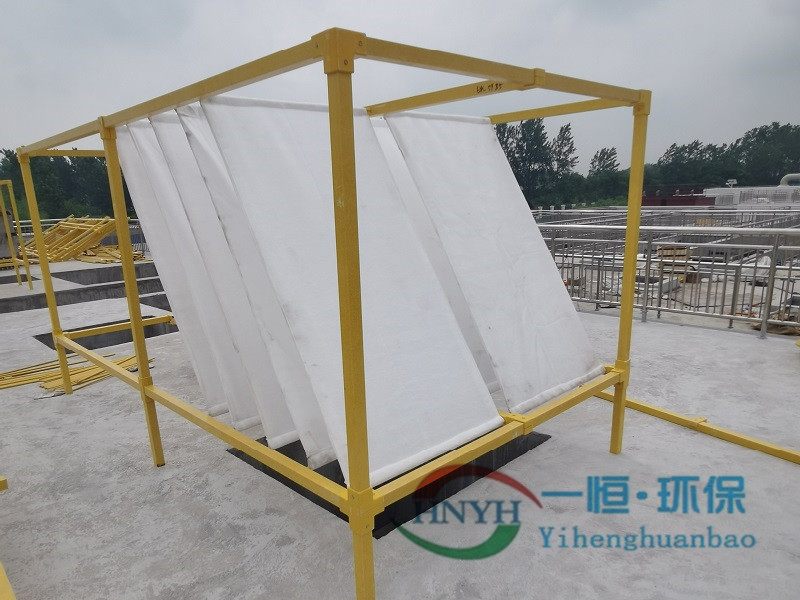
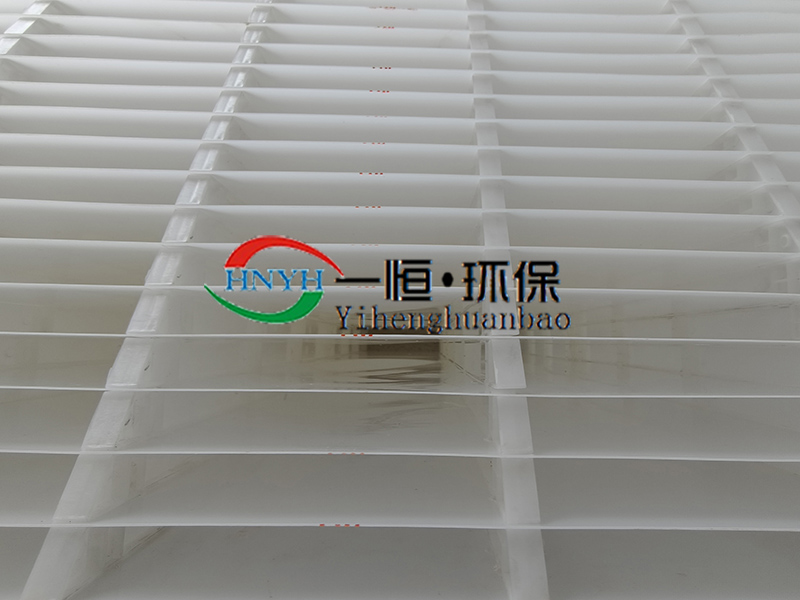
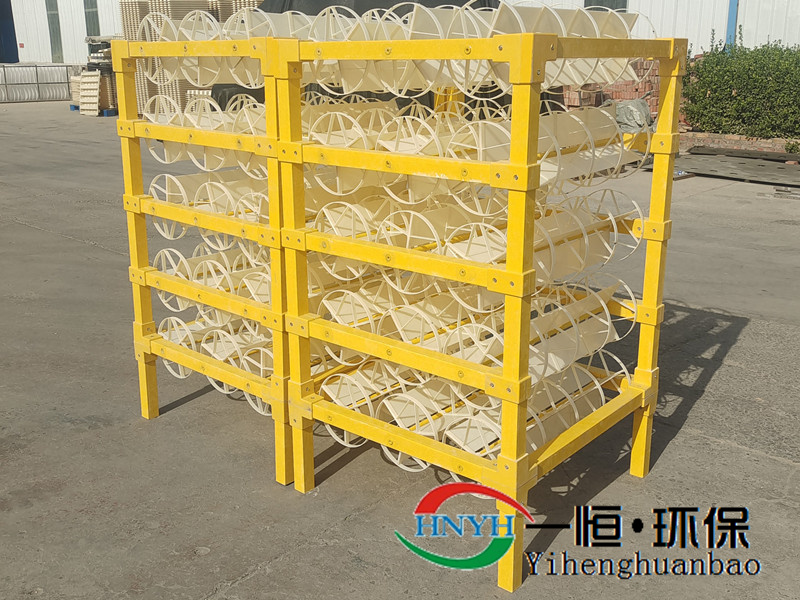
вЛЁЂЫЎНтЫсЛЏГиЙЄвеЬиЕу
1ЁЂбсбѕЙЄвеПЩЖдНјЫЎИККЩЕФБфЛЏЦ№ЛКГхзїгУ,ДгЖјЮЊКУбѕДІРэДДдьНЯЮЊЮШЖЈЕФНјЫЎЬѕМў;
ДгОЛЛЏдРэРДНВЃЌЫЎНтЫсЛЏЪЧбсбѕЯћЛЏЙ§ГЬЕФЁЂЕкЖўСНИіНзЖЮЁЃдкЗЯЫЎЩњЮяДІРэжаЃЌЫЎНтЯЕжИгаЛњЮяЃЈЛљжЪЃЉНјШыЯИАћЧАЃЌдкЯИАћЭтНјааЕФЩњЮяЛЏбЇЗДгІЁЃетвЛНзЖЮЮЊЕфаЭЕФЬиеїЪЧЩњЮяЗДгІЕФГЁЫљЗЂЩњдкЯИАћЭтЃЌЮЂЩњЮяЭЈЙ§ЪЭЗХАћЭтздгЩУИЛђСЌНгдкЯИАћБкЩЯЕФЙЬЖЈУИРДГфГЩЩњЮяДпЛЏбѕЛЏЗДгІЃЈжївЊЪЧжИДѓЗжзгЮяжЪЕФЫЙСДКЭЫЎШмЃЉЁЃЫсЛЏдђЪЧвЛРрЕфаЭЕФЗЂНЭЙ§ГЬЃЌЦфЛљБОЬиеїЪЧЮЂЩњЮяЕФДњаЛВњЮяжївЊЪЧИїжжгаЛњЫсЃЈШчввїёЁЂБћЫсЁЂЖЁЫсЕШЃЉдкбсбѕЬѕМўЯТЕФЛьКЯЮЂЩњЮяЯЕЭГжаЃЌМДЪЙбЯИёЕиПижЦЬѕМўЃЌЫЎНтгыЫсЛЏвВЮоЗЈНиШЛЗжПЊЃЌетЪЧвђЮЊЫЎНтОњЪЕМЪЩЯЪЧвЛжжОпгаЫЎНтФмСІЕФЗЂНЭЯИОњЃЌЫЎНтЪЧКФФмЙ§ГЬЃЌЗЂНЭЯИОњИЖГіФмСПНјааЫЎНтЕФФПЕФЃЌЪЧЮЊСЫШЁЕУФмНјааЗЂНЭЕФЫЎШмадЛљжЪЃЌВЂЭЈЙ§АћФкЕФЩњЛЏЗДгІШЁЕУФмдДЃЌ ЭЌЪБХХГіДњаЛВњЮяЁЃ